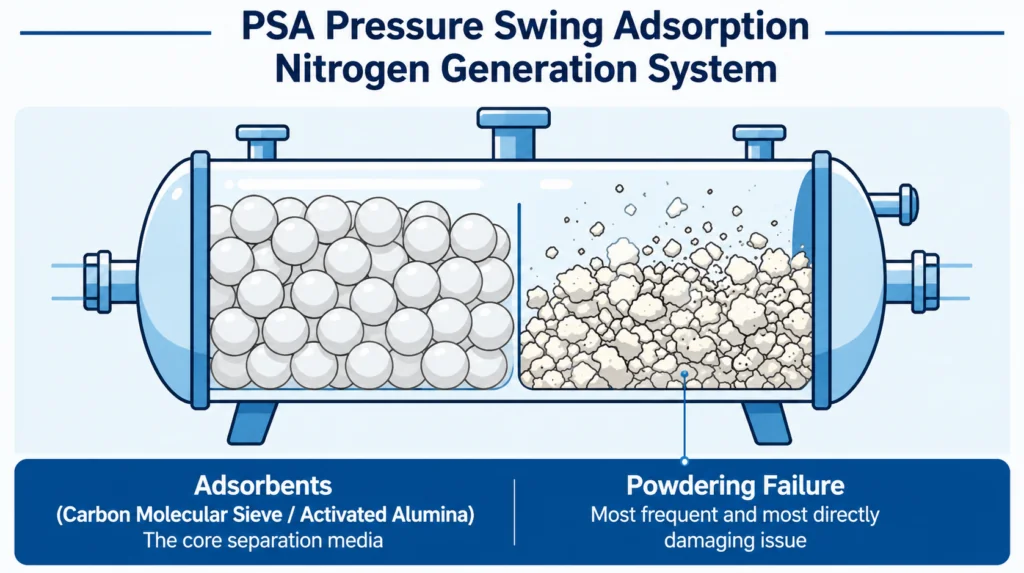
In a PSA (Pressure Swing Adsorption) Nitrogen Generation System, the adsorbents—primarily Carbon Molecular Sieve (CMS) and Activated Alumina—serve as the core separation media. Adsorbent powdering is one of the most common and damaging failures encountered in field operations.
In mild cases, powdering results in reduced nitrogen purity and lower production capacity. In severe cases, dust accumulation can block pipelines, cause valve malfunctions, damage downstream instruments, and even require complete replacement of the adsorbent bed.
How to Quickly Identify Adsorbent Powdering
Before opening the adsorption tower, technicians can often identify powdering through several visible symptoms.

1. Dust in the Nitrogen Outlet
- Black or white powder appears at the nitrogen outlet.
- Dust accumulates inside silencers or filter housings.
- Severe cases may exhibit continuous dust discharge during operation.
2. Significant Performance Decline
- Nitrogen purity remains below target specifications.
- Pressurization becomes slower than normal.
- Compressed air consumption increases.
- Process parameter adjustments provide little or no improvement.
3. Abnormal Noise and Vibration
- Impacting or rubbing noises can be heard inside the adsorption vessel.
- Equipment vibration increases noticeably.
- Pneumatic valves produce abnormal operating sounds.
If any two of the above symptoms occur simultaneously, adsorbent powdering is highly likely and a systematic inspection should be initiated.

Five-Step Troubleshooting Procedure
A structured approach helps identify the root cause efficiently while minimizing downtime.
Step 1: Inspect the Compressed Air Supply (Most Common Root Cause)
The first priority is to determine whether the compressed air contains excessive moisture, oil, or particulate contaminants.
- Moisture causes adsorbents to absorb water, swell, and lose mechanical strength.
- Oil contamination poisons the adsorbent surface and promotes caking and powder formation.
- Solid particles continuously erode the adsorbent bed.
Inspection Checklist
- Check pressure differentials across the refrigerated air dryer and all filtration stages (pre-filter, precision filter, and activated carbon filter).
- Replace clogged or damaged filter elements.
- Drain condensate from air receivers and piping systems.
- Verify that the refrigerated air dryer is operating properly.
Conclusion
If the compressed air quality is poor, adsorbent powdering will continue to recur regardless of how many times the adsorbent is replaced. Air treatment problems must be resolved first.
Step 2: Check Bed Compression and Adsorbent Settlement
Insufficient bed compression allows adsorbent particles to move freely during pressure equalization and switching cycles.
Continuous particle collision accelerates mechanical breakdown and powder generation.
Inspection Checklist
- Shut down the system and fully depressurize the vessel.
- Open the inspection port and check for adsorbent settlement or void spaces.
- Inspect spring-loaded or pneumatic compression devices for looseness or failure.
- Examine upper and lower support screens and perforated plates for deformation or displacement.
Conclusion
Loss of bed compression is one of the leading causes of dust discharge and is commonly observed after transportation, prolonged vibration, or improper maintenance procedures.
Step 3: Inspect Gas Distribution Components
Damaged gas distributors or support screens can create localized high-velocity airflow.
This phenomenon, often referred to as the “channeling effect” or “tunneling effect,” can rapidly destroy adsorbent particles.
Inspection Checklist
- Inspect gas distribution plates and flow-directing components.
- Check upper and lower support screens for damage or blockage.
- Verify whether adsorbent particles are leaking through damaged screens.
Conclusion
Localized erosion indicates uneven gas distribution. Damaged internal components must be repaired or replaced before refilling the adsorbent.
Step 4: Verify Operating Parameters and Valve Performance
Improper operating conditions can subject the adsorbent bed to excessive mechanical stress.
Examples include:
- Equalization times that are too short.
- Switching cycles that occur too rapidly.
- Large pressure fluctuations between adsorption and regeneration.
These conditions repeatedly shock the adsorbent bed and accelerate powdering.
Inspection Checklist
Verify PLC settings:
- Adsorption pressure: 0.6–0.8 MPa
- Equalization time: 3–5 seconds
- Switching cycle: 60–90 seconds
In addition:
- Monitor pneumatic valves for synchronization.
- Check for internal leakage or cross-port leakage.
- Measure pressure drop across the adsorption vessel.
Under normal conditions, differential pressure should remain below 0.02 MPa.
Conclusion
Improper operating parameters generally cause gradual powdering, whereas valve failures can trigger rapid and severe adsorbent damage.
Step 5: Evaluate Adsorbent Quality and Service Life
Low-quality adsorbents often possess insufficient mechanical strength and are more susceptible to powdering.
Even premium-grade adsorbents will eventually degrade due to:
- Extended service life.
- Moisture exposure.
- Improper regeneration.
- Oil contamination.
The typical service life of Carbon Molecular Sieve is approximately 5–8 years under normal operating conditions.
Inspection Checklist
Collect adsorbent samples and evaluate:
Normal condition:
- Uniform particle size.
- Consistent appearance and color.
- Minimal dust generation.
Failure indicators:
- Excessive powder.
- Agglomeration or caking.
- Oil stains.
- Moisture contamination.
Conclusion
Minor degradation may be corrected through screening and replenishment. Severe degradation requires complete adsorbent replacement.
On-Site Corrective Actions
Once powdering is confirmed, proper corrective action is essential to prevent repeat failures.
1. Shutdown and Depressurization
- Disconnect power.
- Fully depressurize the system.
- Ensure adequate ventilation.
- Never open the vessel under pressure.
2. Remove Powdered Adsorbent
- Completely empty the adsorption vessel.
- Remove all accumulated dust.
- Clean pipelines, valves, silencers, and associated components.
3. Repair Internal Components
- Replace damaged support screens.
- Repair or replace gas distribution plates.
- Restore proper compression device preload.
- Reinforce bed restraints if necessary.
4. Reload New Adsorbent
- Fill the vessel in layers.
- Compact each layer properly.
- Avoid void formation.
- Maintain adequate expansion space at the top of the bed.
- Restore specified compression force.
5. Optimize Operating Parameters
- Adjust equalization and switching sequences.
- Conduct low-pressure commissioning for one to two operating cycles.
- Confirm that no dust discharge or abnormal noise is present.
6. Protect Downstream Equipment
- Replace precision filter elements.
- Install dust filtration where necessary.
- Protect analyzers, flowmeters, and end-use equipment from contamination.
Long-Term Prevention Strategies
The most effective approach is preventing powdering before it occurs.

Daily Maintenance
- Drain condensate every shift.
- Monitor filter differential pressure weekly.
- Inspect bed compression devices monthly.
Periodic Maintenance
- Regenerate adsorbents according to maintenance schedules.
- Inspect support screens and bed condition annually.
Operational Best Practices
- Avoid frequent start-stop cycles.
- Prevent sudden pressure increases or decreases.
- Follow proper shutdown and depressurization procedures.
Spare Parts Management
- Use only qualified, high-strength adsorbents.
- Avoid low-cost substitutes that do not meet mechanical strength specifications.
Conclusion
Adsorbent powdering is not a minor maintenance issue. It is typically the result of multiple factors, including poor compressed air quality, inadequate bed compression, damaged internal components, improper operating parameters, and adsorbent degradation.
By following the five-step troubleshooting process outlined above—starting with air quality, then checking bed compression, internal components, operating parameters, and adsorbent condition—plant operators can not only restore system performance quickly but also achieve long-term reliability.
For PSA nitrogen generation systems, preventing adsorbent powdering at an early stage is essential for protecting equipment lifespan, maintaining nitrogen quality, and ensuring operational safety.